Wiring Kawat Pematerian Induksi Dengan IGBT Unit Pemanasan Kekerapan Tinggi
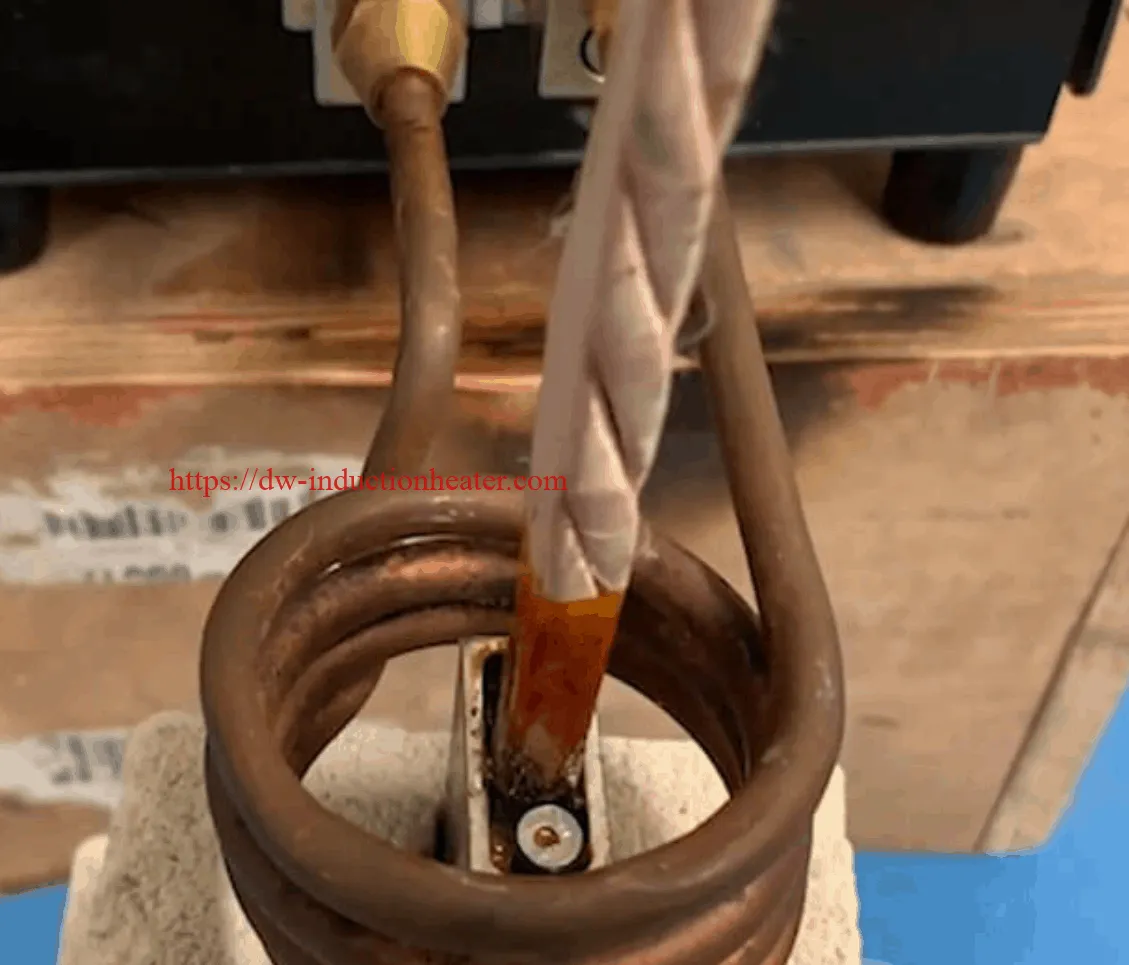
Objektif Memateri dua wayar tembaga ke menara yang telah dipasang pada bar bus tembaga
Bar Bahan tembaga / nikel yang dicelupkan oleh Solder, 2 wayar tembaga terdampar kalengan, batang brazing
Suhu 446 ºF (230 ºC)
Kekerapan 230 kHz
Peralatan • Sistem pemanasan aruhan DW-UHF-6kW, dilengkapi dengan kepala kerja jarak jauh yang mengandungi satu kapasitor 1.2μF.
• Gegelung pemanasan aruhan yang dirancang dan dibangunkan khusus untuk aplikasi ini.
Proses Gegelung heliks empat putaran digunakan untuk menyolder pemasangan bar bas. 2 wayar tembaga digunakan pada menara dan kuasa digunakan selama 30 saat. Tongkat pemikat disuap dengan tangan ke bahagian-bahagian yang dipanaskan dan kikir mengalir secara merata, mewujudkan sambungan.
Keputusan / Manfaat Pemanasan induksi menyediakan:
• Mengurangkan masa pateri
• Walaupun pengedaran pemanasan
• Bersama untuk konsisten bersama


