Penyambung Brass Pematerian Induksi Di Panel Suria Dengan Pemanas Induksi IGBT
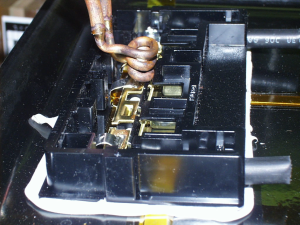
Objektif penyambung tiga tembaga satu per satu dalam kotak persimpangan panel solar tanpa mempengaruhi komponen dalam kotak persimpangan
Bahan kotak simpang panel suria, penyambung tembaga, wayar solder
Suhu 700 ºF (371 ºC)
Kekerapan 344 kHz
Peralatan • Sistem pemanasan aruhan DW-UHF-6 kW, dilengkapi dengan kepala kerja jarak jauh yang mengandungi satu kapasitor 1.0 μF.
• Gegelung pemanasan aruhan yang dirancang dan dibangunkan khusus untuk aplikasi ini.
Proses Satu gegelung heliks berbentuk bujur tiga putaran digunakan untuk memanaskan penyambung. Sekeping wayar pateri diletakkan ke kawasan sendi dan setiap sendi dipanaskan secara berasingan selama 5 saat untuk menyolder penyambung. Jumlah masa proses adalah 15 saat untuk ketiga-tiga sendi tersebut.
Keputusan / Manfaat Pemanasan induksi menyediakan:
• Ketepatan tepat memberikan pemanasan hanya pada sendi; tidak mempengaruhi komponen sekeliling
• Haba setempat menghasilkan sendi kemas dan bersih
• Menghasilkan hasil yang berkualiti tinggi, berulang
• Walaupun pengedaran pemanasan