
Induksi Stripping Steel Strip
Penerangan Produk
Induksi Stripping Steel Strip Dengan Sistem Pemanasan Induksi
Objektif Untuk memanaskan jalur keluli 1025 hingga 1800 ºF sebelum proses penempaan untuk menghasilkan kasut kuda. Pada masa ini, kekosongan dipotong dan dipanaskan dalam ketuhar yang dibakar dengan gas dan kemudian ditempa di akhbar. Dengan gegelung induksi di tempat, baja akan diberi makan secara berterusan dari gulungan melalui gegelung induksi dan ke penekan penempaan. Untuk memenuhi peningkatan kadar pengeluaran, pemanasan bahagian keluli 13 must mesti berlaku dalam masa 10 saat.
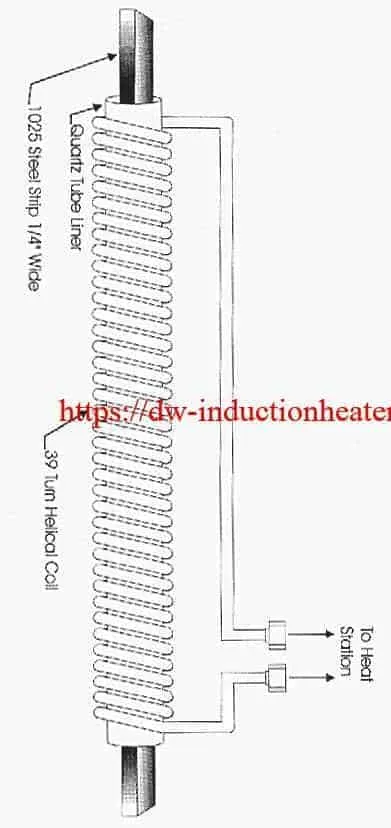
Bahan 1025 Jalur keluli selebar 3/4 ″ dan tebal 1/4 ″.
Suhu 1800 ºF
Frekuensi 50kHz
Peralatan DW-HF-60kW mengeluarkan bekalan kuasa aruhan keadaan pepejal termasuk stesen haba dengan kapasiti total 0.5 μF.
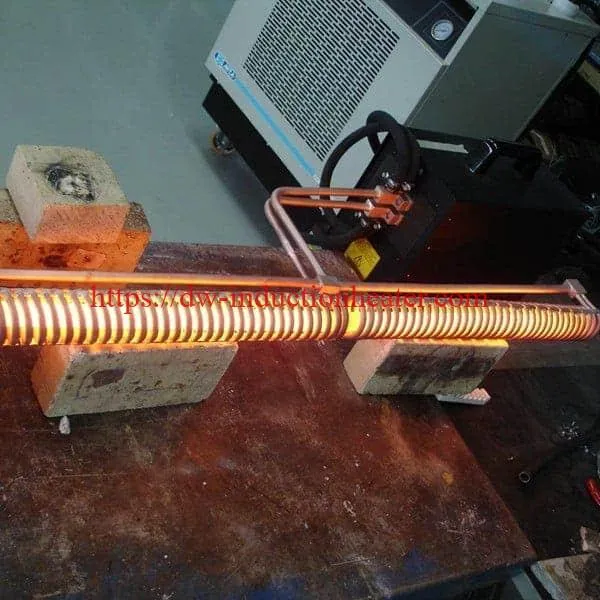
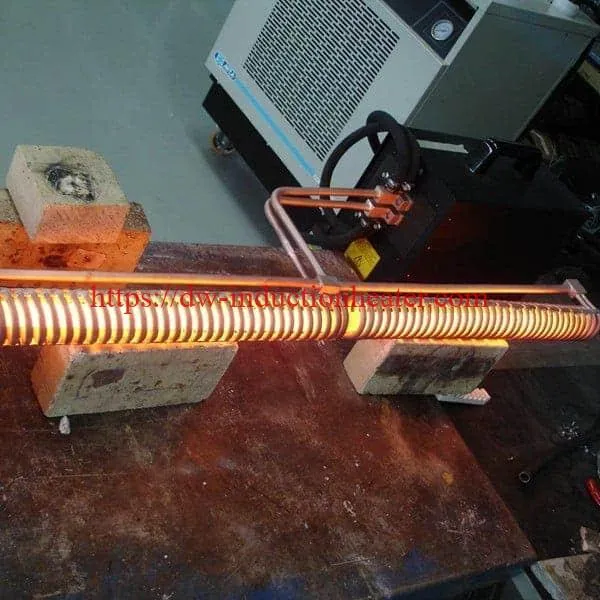
Proses Bekalan tenaga aruhan keadaan pepejal keluaran Ameritherm 40 kW didapati berjaya mencapai hasil berikut: Hasil • 1800 ºF dicapai dalam 10 saat.
• Kadar pengeluaran 1 bahagian setiap 5-10 saat dipenuhi.
• Hasil di atas dicapai melalui penggunaan gegelung gaya heliks 39 putaran berukuran 1 1/2 ″ ID dan 11 1/2 ″ OAL.