Induksi Brazing Stainless Steel Tools
Penerangan Produk
Induksi Brazing Stainless Steel Dengan Peralatan Pemanasan RF
Objektif Penyelidikan
Untuk menjahit tiga sendi pada pemasangan jet propiti gigi dengan pemanasan induksi; untuk meningkatkan konsistensi hasil dan mengurangkan masa kitaran.
Penerangan Bahagian & Bahan
Keluli tahan karat keluli tahan karat, dua tiub, kolar sokongan tiub, cincin aloi cincin, fluks B1
Suhu Diperlukan
1400 ° F
Peralatan Pemanas Induksi
DW-UHF-4.5kW RF Induction Pemanas Bekalan Kuasa, induktor yang direka khas (gegelung)
Kekerapan Operasi
400 kHz
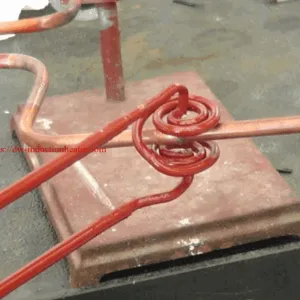
Prosedur Pemanasan
Ujian awal dilakukan untuk menubuhkan profil masa ke suhu dan pemanasan. Telah ditentukan bahawa proses dua peringkat akan memberikan hasil yang optimum. Untuk aplikasi ini empat induk yang direka khas, induktor helical double-wound digunakan untuk menyampaikan walaupun panas ke kawasan sendi. Kedua-dua tiub, kolar sokongan tabung dan sekeping hidung dipasang dan dipegang dengan kedudukan sementara. Cincin aloi bilah diletakkan di kedudukan dan kot nipis fluks B1 digunakan pada keseluruhan pemasangan. Pada peringkat pertama proses pemanasan, hujung tiub atas perhimpunan diletakkan di zon pemanasan dan kuasa induksi dibekalkan untuk saat 10. Di peringkat dua, perhimpunan itu dibalikkan dan bahagian bawah perhimpunan dipanaskan untuk beberapa saat tambahan 10. Perhimpunan itu kemudian dikeluarkan, dimandikan dalam air panas untuk menghilangkan fluks, dan ditiup kering dengan udara panas.
Kesimpulan
Keputusan konsisten, berulang diperolehi dengan bekalan kuasa DW-UHF-4.5kW dan siklus haba kedua 10. Setiap sendi braze disegel dengan filet walaupun